Ultimi Lavori
Ampliamento della rete fognante e realizzazione del nuovo depuratore – Torre di Ruggiero (CZ)
Attività Svolta: Progettazione Definitiva, Esecutiva, Coordinamento Sicurezza in fase di Progettazione
Stazione Appaltante: Comune di Torre di Ruggiero (CZ)
Date: 2015 - In corso di realizzazione
Importo Lavori: € 1.270.100,00
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Le varianti migliorative rispetto al progetto preliminare, che sono stati sviluppati nel progetto definitivo e si concretizzano nel progetto esecutivo, sono:
- Aumento della portata di trattamento dell’impianto anche mediante ottimizzazione delle line e esistenti e proposizione di soluzioni tecniche migliorative per l’integrazione delle varie linee
- Miglioramento degli impianti elettrici ed elettromeccanici
- Aumento sistema di collettamento fognario mediante realizzazione di nuovi tratti
- Interventi atti a minimizzare l’impatto visivo delle opere a migliorare l’inserimento delle opere nel contesto ambientale esistente e a ridurre gli odori molesti
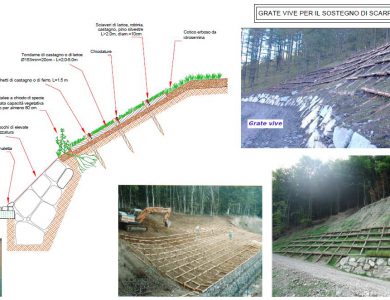
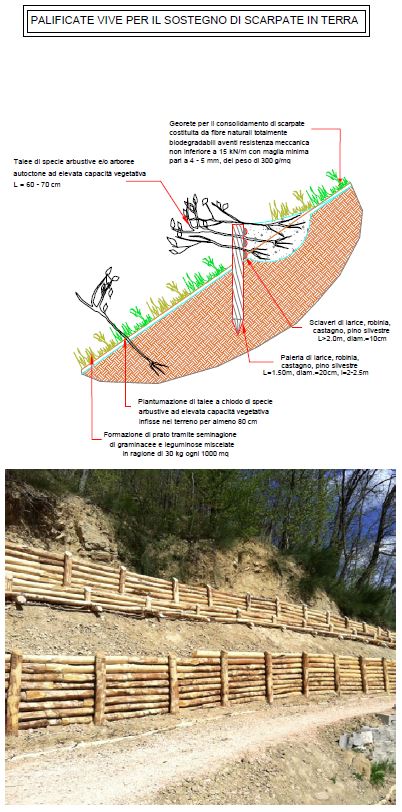
- Realizzazione di interventi atti a migliorare le condizioni geologiche–geotecniche ed idrauliche dell’area mediante interventi di ingegneria naturalistica
- Automazione della gestione delle apparecchiature elettromeccaniche in modo da poter ridurre al minimo indispensabile il personale operativo per la conduzione dell’impianto
- Riduzione dell’utilizzo dell’energia elettrica e dei materiali di consumo necessari per la gestione dell’impianto
- Ottimizzazione del sistema in relazione alle macchine, agli impianti, alla affidabilità dell’intero sistema ed ai rendimenti
- Realizzazione di linea Bottini
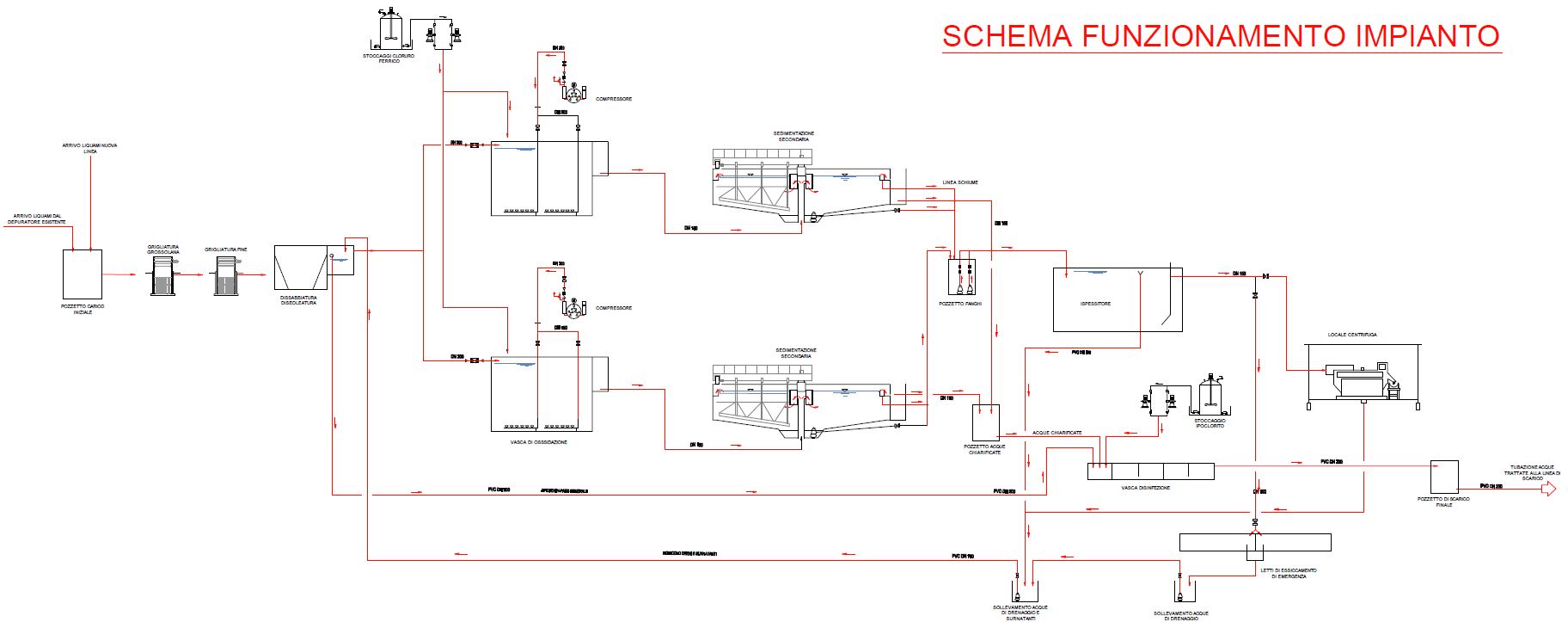
1 – Aumento della portata di trattamento dell’impianto anche mediante ottimizzazione delle line e esistenti e proposizione di soluzioni tecniche migliorative per l’integrazione delle varie linee
Il numero complessivo di abitanti stimati nel periodo di massimo afflusso antropico nella zona oggetto di studio per il dimensionamento del nuovo depuratore 3500 abitanti equivalenti (A.E.).
In fase di progettazione definitiva e nella successiva fase esecutiva è stato previsto un aumento a 4.000 (A.E.) e di conseguenza un incremento della portata di trattamento dell’impianto passando da 39.60 mc/h a 47 mc/h.
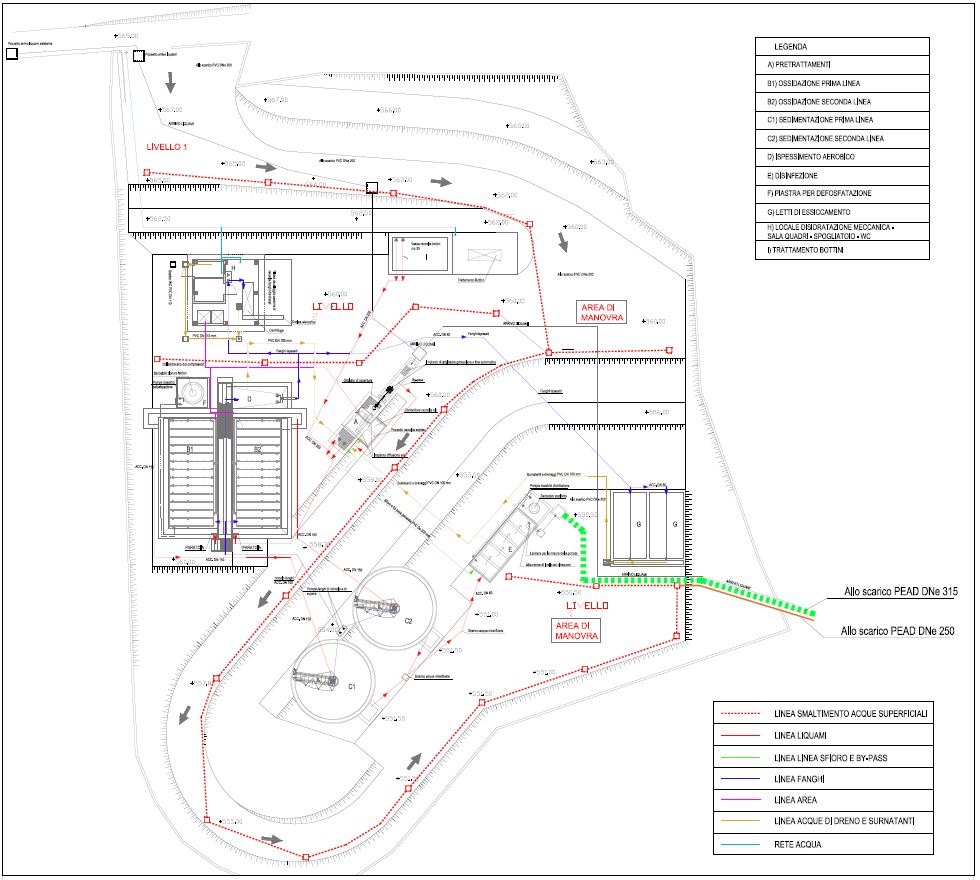
Per quanto riguarda l’ottimizzazione e miglioramento delle linee esistenti, si fa rilevare quanto segue:
Nel progetto preliminare era prevista la realizzazione di n° 2 vasche di sedimentazione secondaria di forma quadrata a flusso orizzontale. Dalla letteratura consolidata in materia, cfr Mazzoldi , si evince che per piccoli impianti come nel caso in esame, la scelta migliore è quella di utilizzare un flusso verticale che costa di più ma garantisce una maggiore efficacia nel processo di sedimentazione. E’ stata così prevista la sostituzione delle predette vasche quadrate a flusso orizzontale con quella circolari a flusso verticale il che consente altresì di poter separare le strutture delle diverse fasi in modo da poterle meglio dislocare all’interno dell’area di impianto.
Altresì l’adozione del sistema di areazione che impiega diffusori a disco da 9” con membrana in EPDM microforata nelle vasche di ossidazione garantisce un’elevata resa di trasferimento di ossigeno ed un risparmio energetico. Le acque sfiorate in testa all’impianto, a valle dei trattamenti preliminari, prima di essere sversati nel corpo ricettore vengono fatte passare nella vasca di disinfezione dove avviene l’abbattimento delle colonie dei batteri patogeni, e l’installazione di strumentazione di analisi per la misura in continuo di ossigeno e di PH nelle vasche di ossidazione consentono un monitoraggio continuo della fase. Affidabilità attestata in tutto il mondo: LDO, lo specialista nella misura dell’O2
La tecnologia LDO (acronimo di Luminescent Dissolved Oxygen, ovvero Ossigeno Disciolto con tecnica a Luminescenza) ha rivoluzionato la misura dell’ossigeno nelle acque reflue. Dal momento in cui sono state lanciate sul mercato da HACH LANGE, come metodo rivoluzionario di misura, le sonde LDO a tecnologia ottica hanno soppiantato i tradizionali sensori a membrana con tecnologia elettrochimica. Gli oltre 12.000 sensori LDO installati in tutto il mondo hanno dimostrato una lunga vita operativa, un’elevata affidabilità di misura ed una richiesta di manutenzione ridotta al minimo. Ad ogni misura, il polimero ossigeno-sensibile di LDO è eccitato dalla radiazione blu, per poi ritornare allo stato energetico originale emettendo luce rossa. Il tempo che intercorre tra l’eccitazione e la riemissione è inversamente proporzionale alla concentrazione dell’ossigeno disciolto. L’eccitazione del polimero ossigeno-sensibile da parte della luce blu assicura la massima risoluzione del segnale ed un invecchiamento dei materiali ridotto al minimo. L’obiettivo è garantire una eccellente accuratezza e una lunga vita operativa.
LDO misura l’intervallo di tempo (inversamente proporzionale al contenuto di ossigeno disciolto) che intercorre tra l’impulso di eccitazione e l’impulso luminoso emesso in risposta. Il LED di riferimento è disposto simmetricamente rispetto al LED blu di eccitazione ed assicura che il sistema sia continuamente bilanciato. Il metodo non consuma ossigeno e non è influenzato da depositi sul CAP. Anni d’esperienza hanno dimostrato che la tecnologia LDO elimina completamente gli svantaggi e la richiesta di manutenzione tipica dei tradizionali sensori elettrochimici.
LDO richiede una manutenzione estremamente ridotta: non è necessario eseguire periodiche calibrazioni o sostituzioni di membrana ed elettrolita, nessun componente è soggetto ad usura, la pulizia richiede solo pochi minuti, non risente della presenza di interferenti come H2S. Un’unica semplice sostituzione del CAP sensore ogni due anni assicura che LDO fornisca valori di misura affidabili e senza deriva, per un utilizzo ottimale dell’O2 e vantaggiosi costi operativi.
Il sensore LDO si basa su un principio di misura ottico: HACH LANGE fornisce una garanzia completa di 24 mesi sul sensore CAP costituito dal polimero ossigeno-sensibile. Una dimostrazione reale della lunga vita di servizio in effettive condizioni operative. Si prevede un impianto di disidratazione fanghi con estrattore centrifugo il quale offre un rendimento maggiore, ridotti consumi di acque di lavaggio, ridotti costi di manutenzione e una gestione semplificata rispetto alla nastropressa.
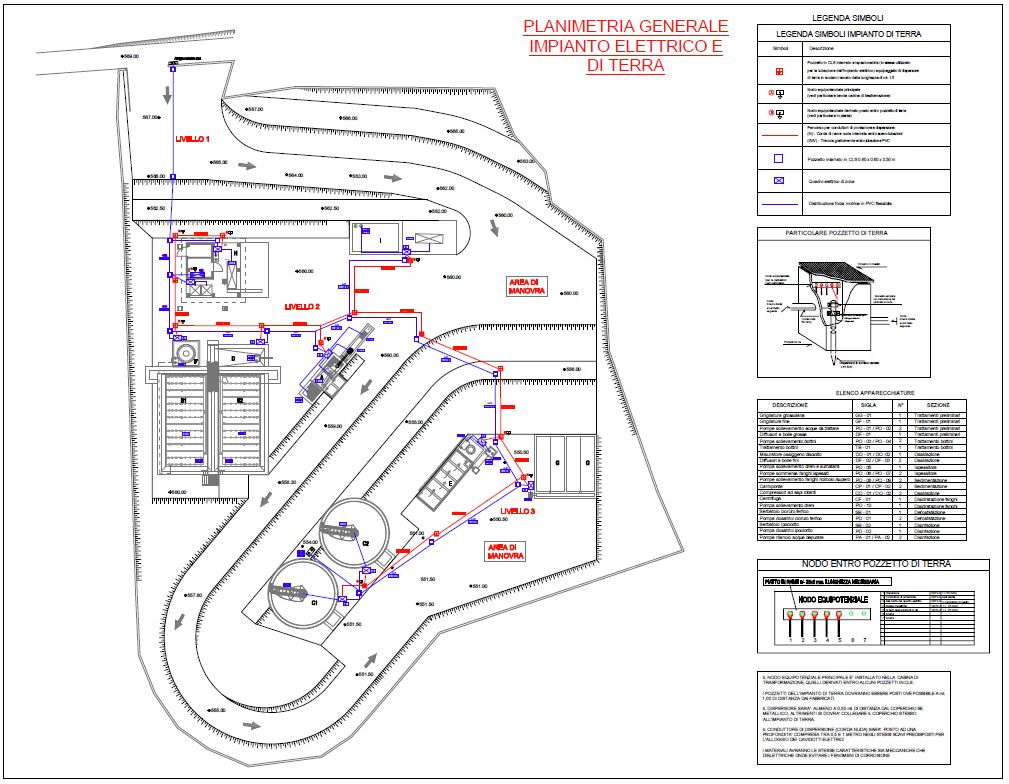
2- Miglioramento degli impianti elettrici ed elettromeccanici
Il progetto a base di gara prevedeva la realizzazione di un impianto elettrico classico senza particolari disposizioni in merito alla selettività ed indipendenza dei circuiti servizio delle apparecchiature elettromeccaniche.
In fase di progettazione definitiva e nella successiva fase esecutiva si è previsto, per l’impianto di depurazione, la realizzazione di un impianto selettivo per singole zone di asservimento delle apparecchiature dei processi Tutte le apparecchiature elettromeccaniche in particolare le pompe ed i circolatori, previsti rispettano la direttiva ErP, Energy Related Products, ( prodotti connessi all’energia) che ha come obiettivo quello di migliorare l’efficienza energetica dei prodotti per ridurre gli sprechi e preservare l’ambiente.
La nuova norma citata, è parte integrante della marcatura CE e si applica quindi a tutti i prodotti che utilizzano nell’intero ciclo di vita: dalla progettazione alla produzione fino allo smaltimento. Dal marzo 2009 la Commissione Europea, gli stati membri, i produttori di pompe e le organizzazioni ambientali hanno fissato un’agenda per normare l’efficienza energetica dei circolatori e delle pompe. Questo programma prevede la sostituzione dell’etichetta energetica (A, B, C, ..) con l’indice di Efficienza Energetica (EEI= Energy Efficiecy Index). I motori e le pompe hanno fissato l’indice IE ( International Efficiency 1,2,3) che sostituisce il vecchio indice EFF. Quindi tutti i motori trifase che equipaggiano le pompe previste, risponderanno ai seguenti requisiti: IE3 kW< potenza motore< 375 kW
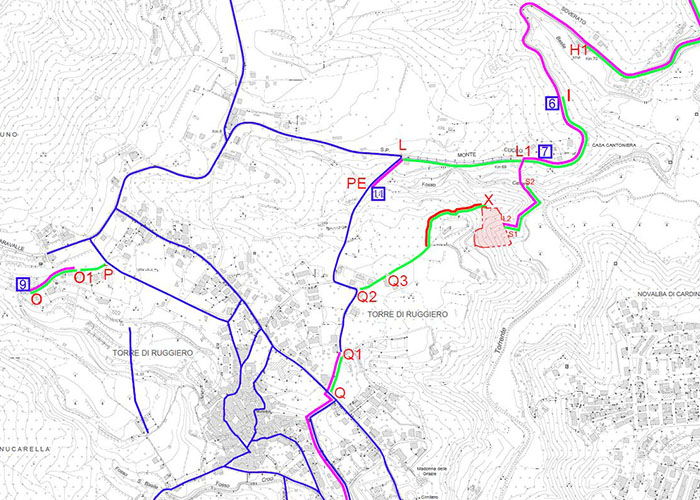
3- Aumento sistema di collettamento fognario mediante realizzazione di nuovi tratti
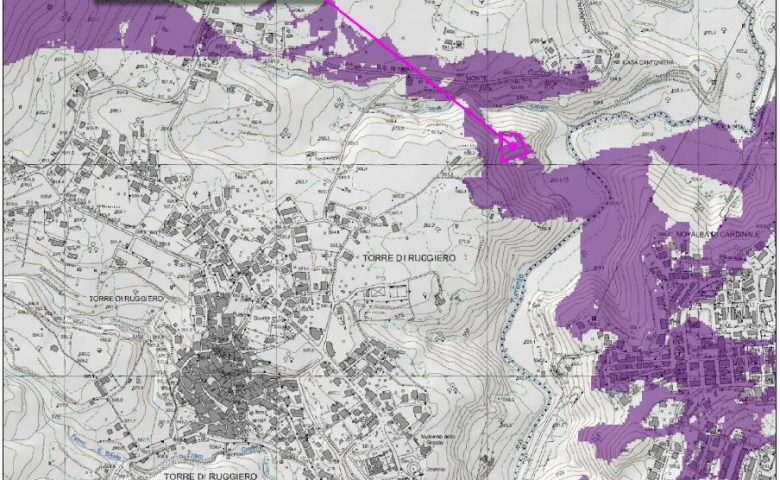
La progettazione della suddetta rete fognaria con annesso depuratore, nasce dall’esigenza di integrare la rete esistente al fine di dare completezza e funzionalità ai collettori fognari esistenti in particolare a quelli realizzati con precedente intervento non ancora collegati in quanto in corso di ultimazione.
Attualmente il territorio si presenta così:
- il centro storico ha una sua rete fognaria collegata al depuratore esistente funzionante;
- i tratti in completamento con il precedente intervento non sono ancora collegati.
Il progetto prevede di:
- Realizzare il nuovo depuratore comunale in loc. Masi;
- Convertire il depuratore esistente in vasca di accumulo e sollevamento, mantenendo attive le funzioni primari ed indispensabili della grigliatura grossolana, per evitare che eventuali materiali sabbiosi provenienti da collettamenti esistenti anche di acque bianche possano danneggiare le costose pompe di sollevamento verso il nuovo depuratore;
- Mantenere attive l’ossigenazione delle vasche al fine di garantire la vita biologica dei liquami onde evitare la formazione di cattivi odori;
- Realizzare tutti i tratti fognari previsti nel progetto nel progetto definitivo;
- Inserimento di n° 11 pompe di sollevamento.
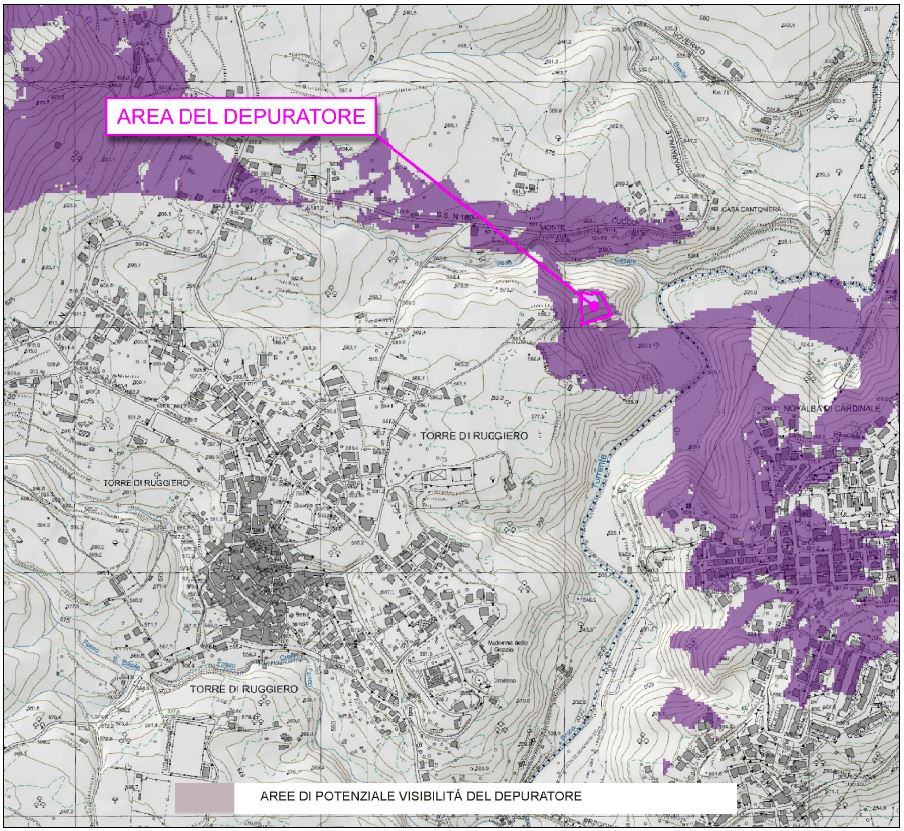
4- Interventi atti a minimizzare l’impatto visivo delle opere a migliorare l’inserimento delle opere nel contesto ambientale esistente e a ridurre gli odori molesti
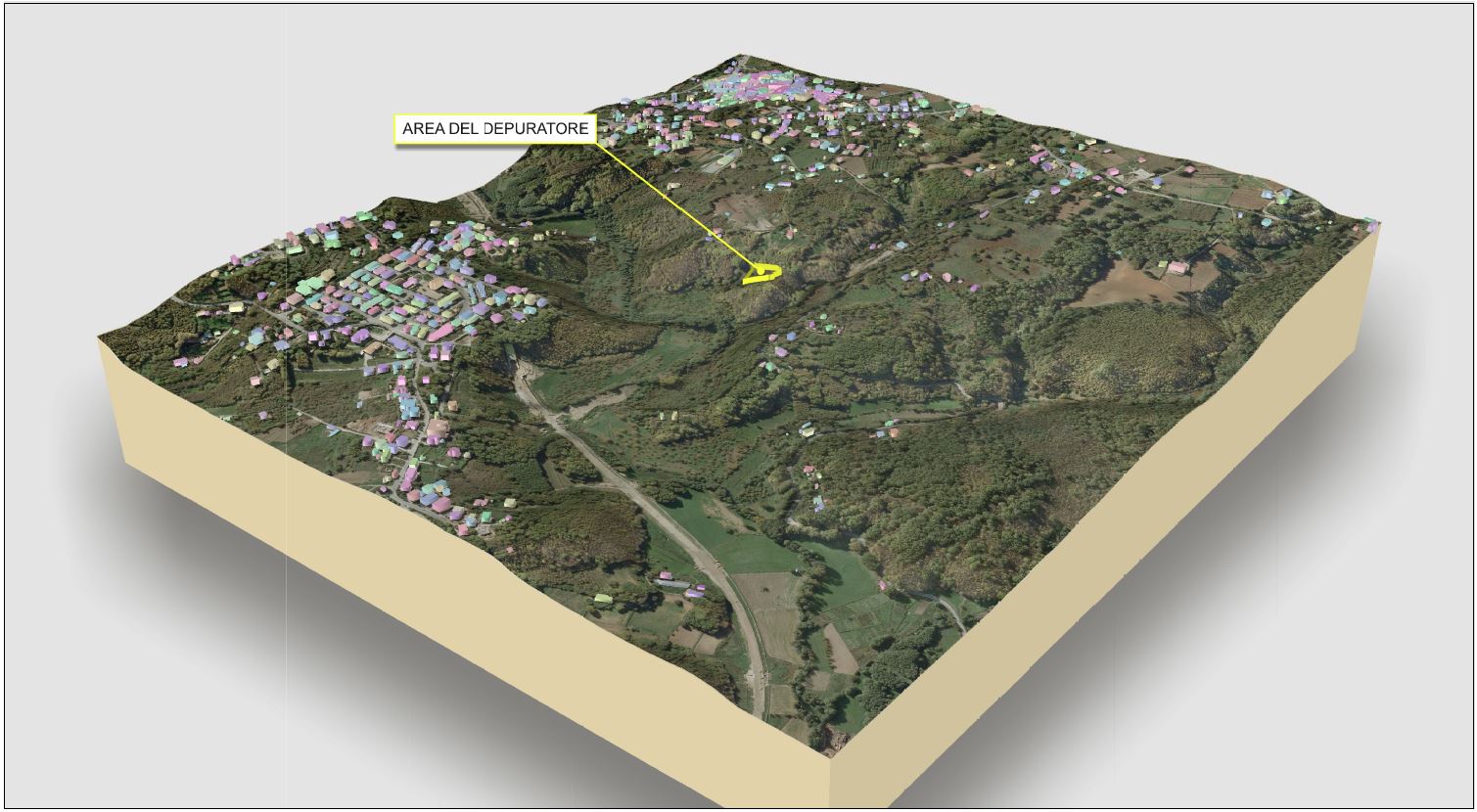
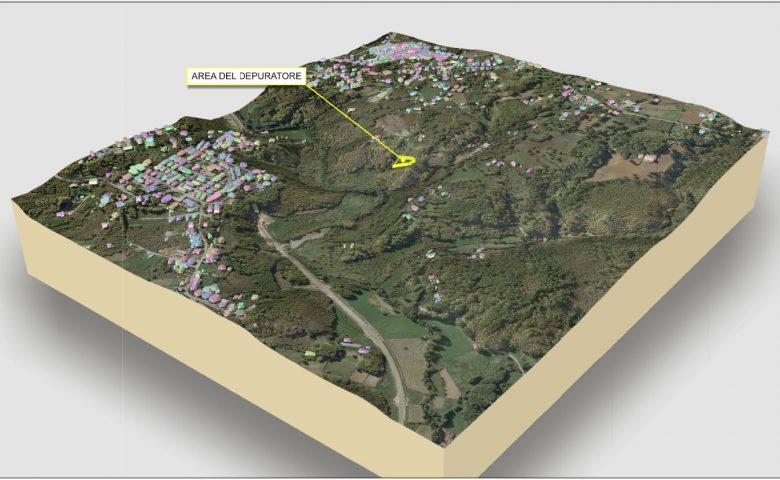
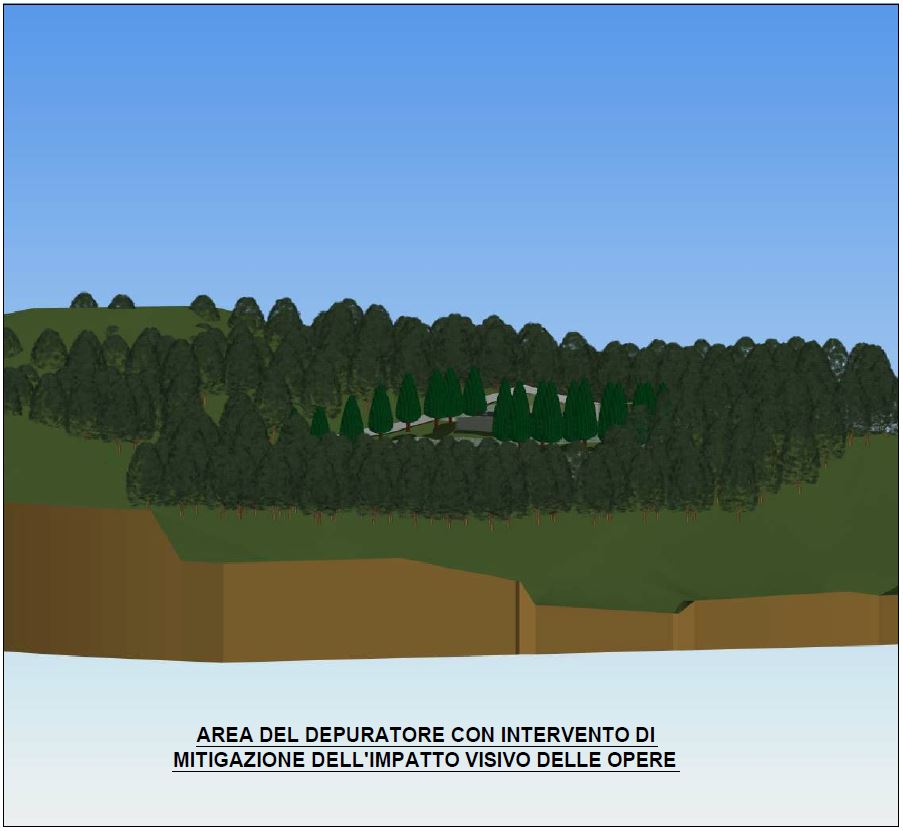
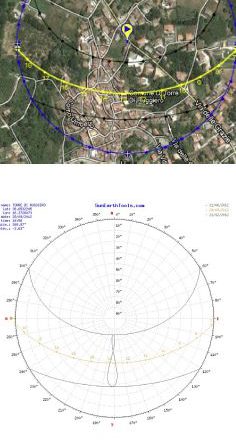
In fase di progettazione definitiva e nella successiva fase esecutiva si è adottata la scelta di effettuare la mitigazione dell’impatto visivo delle opera mediante la riduzione dell’area di impronta dell’impianto di depurazione e contestualmente l’inserimento di barriere visive naturali quali alberi d’alto fusto. L’intervento mitigazione previsto consente di ridurre al massimo l’impatto visivo delle opere dai punti di vista delle zone di maggiore visibilità. Altresì la riduzione della area di ingombro ha consentito di evitare eccessivi disboscamenti, lasciando così una sorta di barriera naturale alla vista dell’impianto.
{kind=link}
{kind=link}
{kind=link}
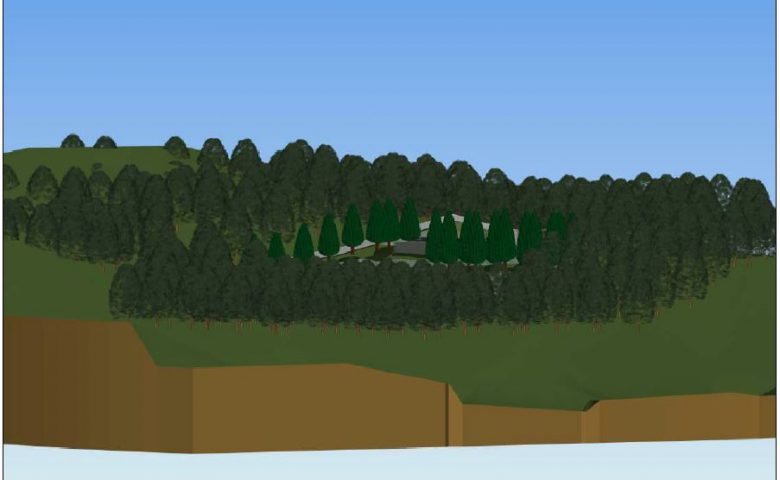
Anche la scelta del posizionamento seminterrato per tutte le vasche è stata dettata dalla mitigazione ambientale, infatti le vasche progettate emergono fuori terra è per un massimo di 80-100 cm, pertanto perfettamente in sicurezza e poco impattanti. Le aree non carrabili e circostanti le vasche saranno seminate a verde in modo da limitare l’impatto.
In fase di progettazione definitiva e nella successiva fase esecutiva per la riduzione degli odori, sia per l’ex depuratore ora stazione di sollevamento , che per il nuovo depuratore in loc. Masi, è stato previsto l’inserimento di un sistema completamente biologico per l’abbattimento degli odori, la soluzione eMb. Il solfuro d’idrogeno ( H2S ) che ricorda l’odore di uova marce, è un problema molto diffuso soprattutto a livello di impianti di depurazione delle acque. Si tratta di un metabolismo dei microrganismi (p.e. batteri in grado di ridurre il solfato, SRB), che si concentrano nei collettori degli impianti di depurazione e nelle fosse biologiche. Questi processi comprendono anche la produzione di acido solforico, un acido molto corrosivo che attacca sia il metallo nelle pompe e nelle tubazioni, sia le pareti di cemento armato con cui viene a contatto. I cattivi odori e i gas corrosivi (ammoniaca, solfuro d’idrogeno, ecc.) vengono neutralizzati rapidamente dagli acidi organici contenuti nell’ eMB. Quando i microrganismi attivi nell’ eMB sono dominanti, essi sottraggono la base alimentare ai batteri in grado di ridurre il solfato che non sono perciò più in grado di produrre il solfuro d’idrogeno. L’ eMB è un prodotto sviluppato appositamente per i depuratori delle acque reflue e per il settore dei rifiuti. Contiene batteri di fotosintesi, batteri acido-lattici, lieviti ed altri microrganismi speciali in grado di decomporre idrocarburi ( grassi, oli ) e cellulosa ( p.e. carta igienica ); il prodotto viene fornito in forma di soluzione acquosa.
L’ eMB ® è una miscela di ceppi microbici in grado di vivere in catene alimentari e quindi di autosostenersi e favorire lo sviluppo di altri microrganismi negli ambienti più variegati. L’organismo B vive cioè dei prodotti di metabolizzazione dell’organismo A; non appena A muore, la relativa massa organica è nuovamente utilizzata da altri microrganismi, metabolizzata e resa disponibile per un terzo gruppo, ecc. Si tratta di un ciclo chiuso che spiega la lunga durata della miscela multimicrobica.
Per far proliferare i microrganismi contenuti nell’ eMB ® e per renderli utilizzabili, si adotta il seguente metodo per produrre l’ eMB-a (“eMB attivato” ): -5% eMB , -5% Melassa di canna da zucchero, -90% acqua (senza cloro ) .Far fermentare il tutto ad una temperatura di 32 – 37° in condizione anaerobiche (in assenza di aria) per 7 giorni. Il pH dello eMB-a pronto per l’uso è compreso tra 3,5 e 4. Conservazione: al buio e a temperatura costante. Durata dell’ eMB-a : 6 settimane
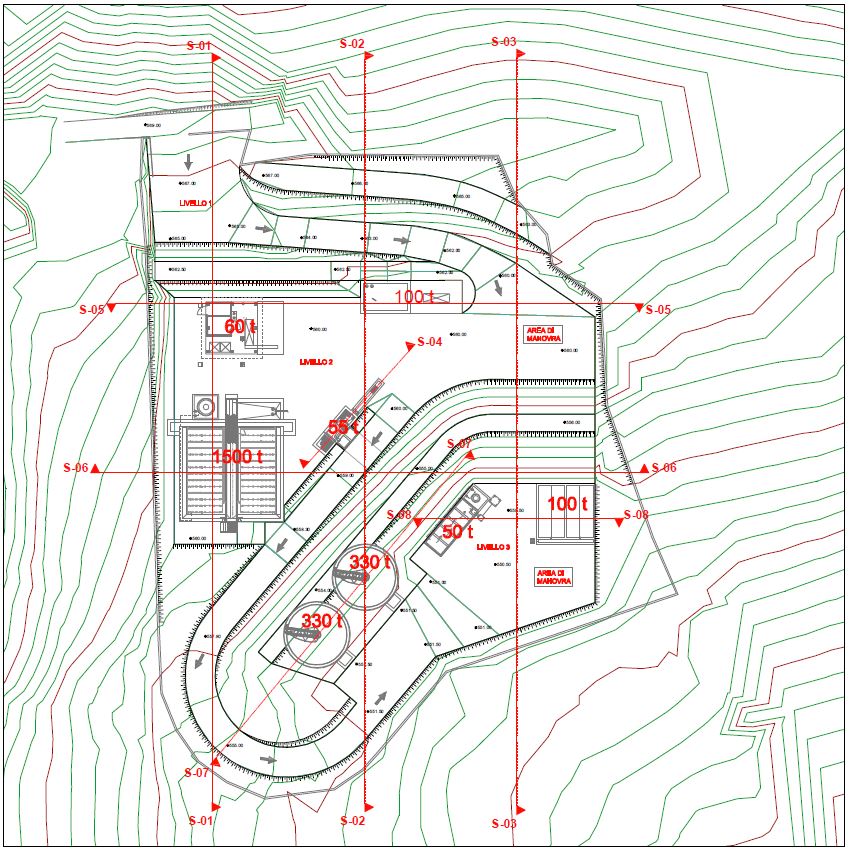
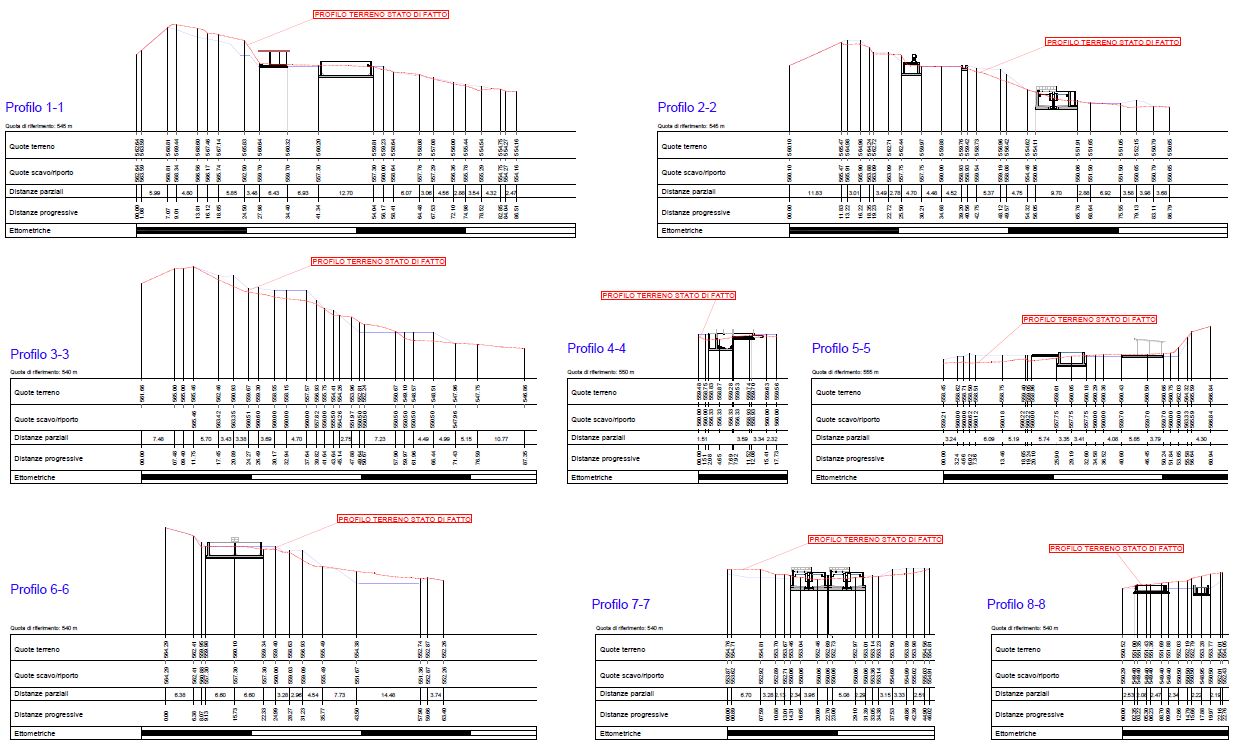
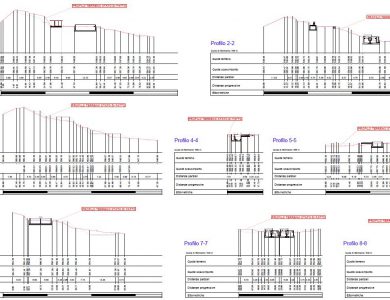
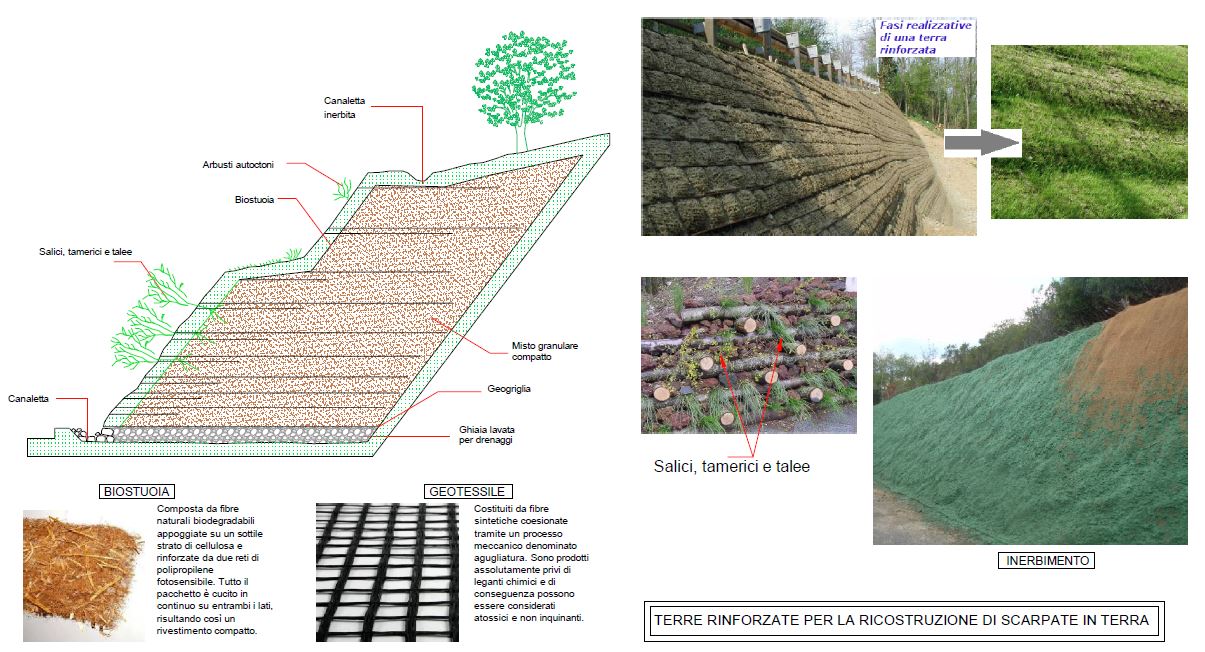
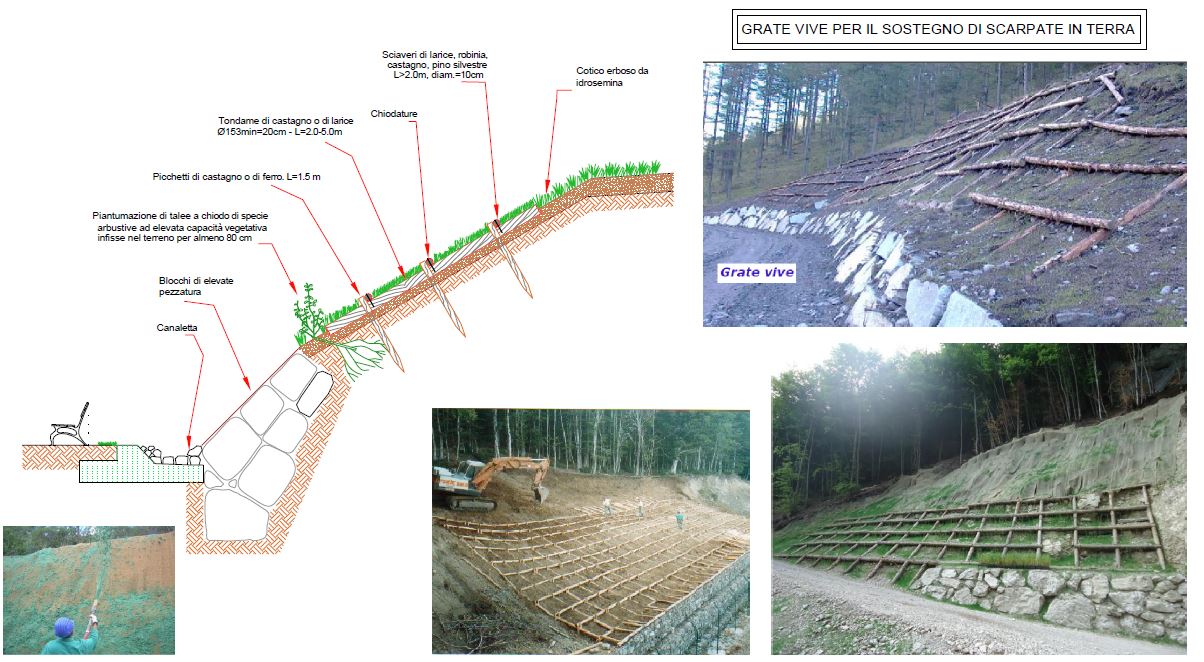
5 – Realizzazione di interventi atti a migliorare le condizioni geologiche-geotecniche ed idrauliche dell’area mediante interventi di ingegneria naturalistica
In fase di progettazione definitiva e nella successiva fase esecutiva si è proceduto alla sistemazione della area di insediamento depuratore e strada di accesso, mediante la modellazione DTM, individuando così le scelte migliori e le interferenze ed interventi necessari con l’ambiente circostante.
{kind=link}
{kind=link}
{kind=link}
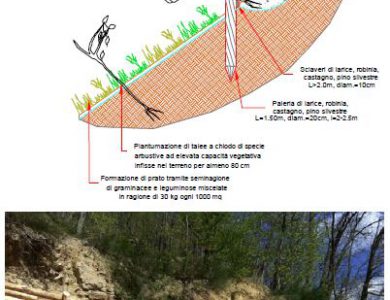
Si sono programmati e progettati gli interventi post intervento per migliorare le condizioni geologiche –geotecniche ed idrauliche. Nello specifico si è pensato di seminterrare tutte le strutture in modo da mitigarne l’impatto visivo ed utilizzare i fronti delle strutture in c.a. come elementi di sostegno per alcune scarpategeneratesi a seguito della sistemazione dell’area. La sistemazione dell’area stessa ha seguito la logica del minor impatto ambientale, prediligendo la reazlizzazione su due livelli che seguono l’andamento del terreno stesso senza alterarlo in modo eccessivo. In ogni caso per le zone a scarpata e sia in trincea che in rilevato si sono predilette techicne che sfrtuttano i materiali che saranno già presenti per sua natura a seguti dellla fase di disboscamento.
6- Automazione della gestione delle apparecchiature elettromeccaniche in modo da poter ridurre al minimo indispensabile il personale operativo per la conduzione dell’impianto
In fase di progettazione definitiva e nella successiva fase esecutiva è stata prevista l’installazione del sistema di telecontrollo, gestione e automatismo: sistema PLC su piattaforma Siemens S71200 e software per il Telecontrollo Siemens su rete GPRS.
Il PLC S71200 è composto da una CPU 1214C con a bordo 14 Input Digitali, 10 Output Digitali, 2 ingressi analogici. La CPU indicata permette nella sua configurazione massima, l’espansione con 3 moduli per la comunicazioni di rete e 8 moduli per input e output digitali/analogici. La CPU1214C ha una memoria di lavoro pari a 50kbyte e grazie ad uno slot di MMC integrato permette anche l’archiviazione del software oltre che la capacità di loggare eventuali informazioni e/o misure ove fosse necessario. L’interfaccia PROFINET integrata può essere impiegata sia per la programmazione sia per la comunicazione con pannelli operatori o tra CPU e apparecchiature slave. Viene inoltre supportata la comunicazione con apparecchiature di terzi – sulla base di protocolli ethernet aperti. Questa interfaccia offre una connessione con funzionalità Autocrossover e consente velocità di trasmissione dati di 10/100 Mbit/s. Sono possibili fino a 16 collegamenti Ethernet con l’utilizzo dei seguenti protocolli: TCP/IP native; ISO-on-TCP e comunicazione S7.
Grazie al processore di comunicazione CP 1242-7, è possibile collegare il controllore SIMATIC S7-1200 a reti GSM. Il CP 1242-7 consente la comunicazione WAN da stazioni remote ad una centrale e la comunicazione trasversale tra stazioni. Il CP 1242-7 può ricevere e inviare messaggi come SMS. Il partner di comunicazione può essere un telefono cellulare o un S7-1200. Questa funzionalità permette di realizzare un sistema di teleallarme senza costi di hardware aggiuntivi. Il CP 1242-7 è adatto per l’impiego industriale universale e supporta le seguenti bande di Frequenza (850MHz, 900MHz, 1800MHz, 1900MHz).
Tale applicazione permetterà di telecontrollare e telecomandare da remoto tutte le stazioni presenti in campo grazie all’utilizzo di un PC. A bordo del PC remoto sarà installato il software di supervisione WinCC V7.1 che permetterà all’operatore di visualizzare graficamente quello che accade su ogni singolo impianto mediante il pacchetto applicativo Telecontrol Server Basic. Il software TELECONTROL SERVER BASIC permette di gestire fino a 5000 RTU (Remote Terminal Unit) dislocate su tutto il territorio, senza limiti di distanza e comunicazioni in cavo perché lo scambio dei dati avverrà mediante la rete GPRS.
7- Riduzione dell’utilizzo dell’energia elettrica e dei materiali di consumo necessari per la gestione dell’impianto.
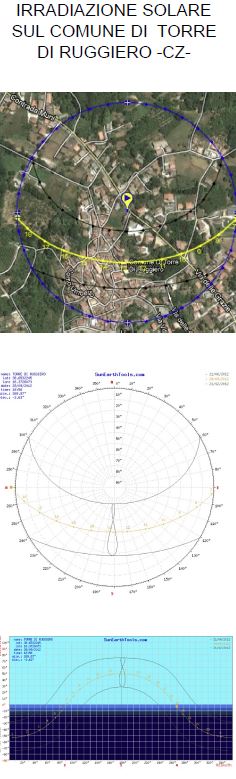
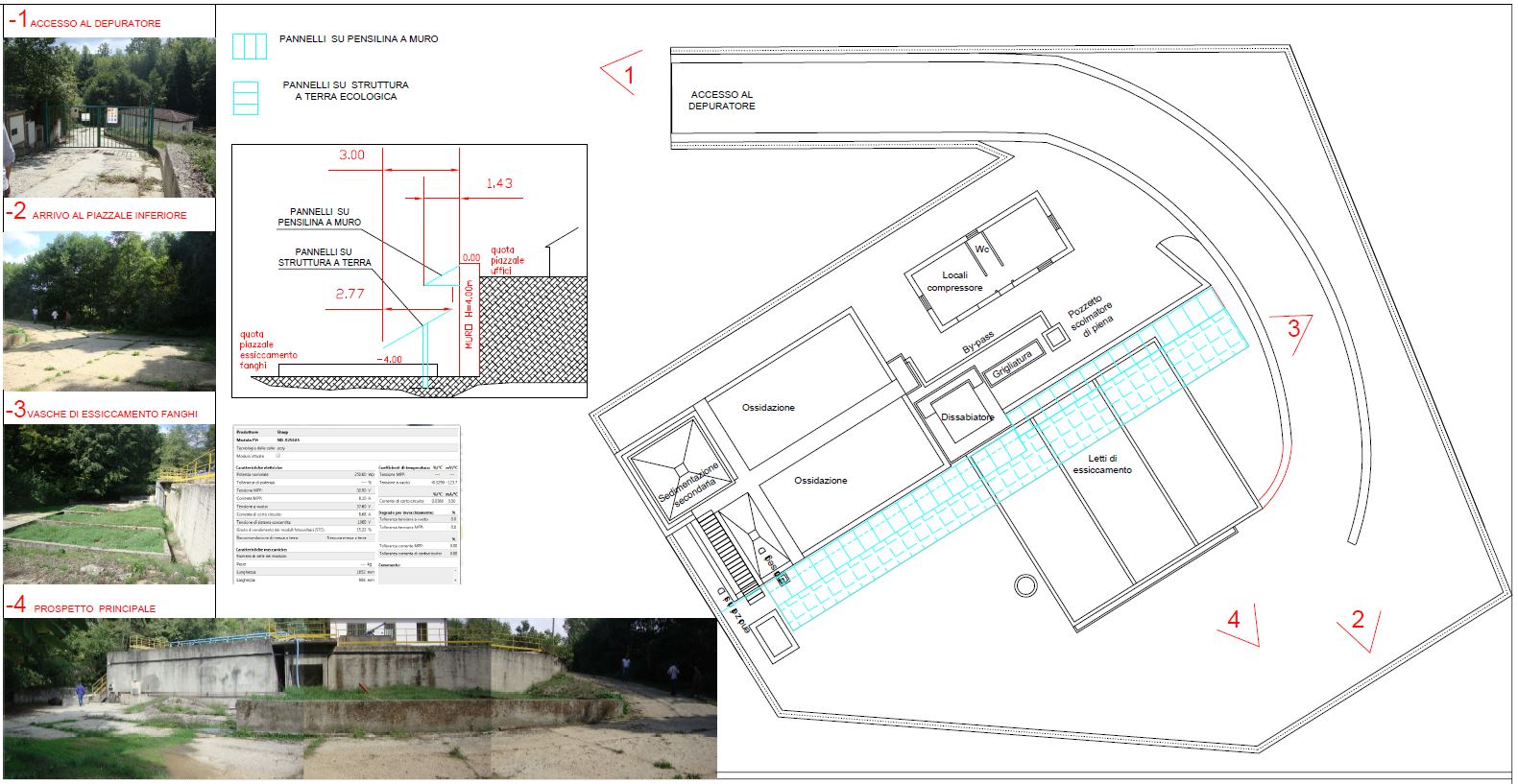
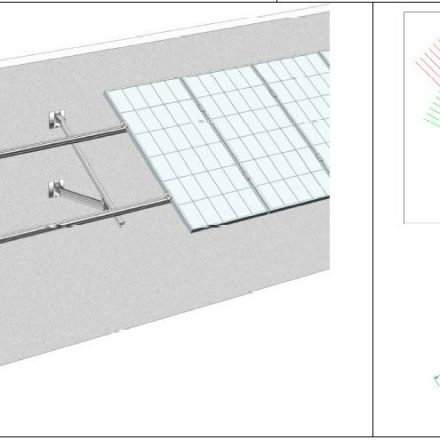
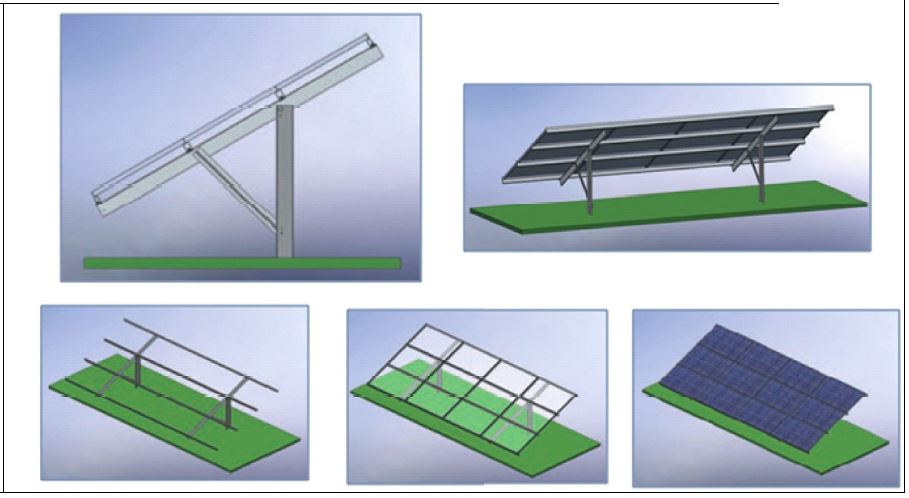
In fase di progettazione definitiva e nella successiva fase esecutiva è stato previsto, per la riduzione del consumo di energia elettrica, l’installazione per la zona ex depuratore di un impianto fotovoltaico da 10 kW organizzato secondo due quote:
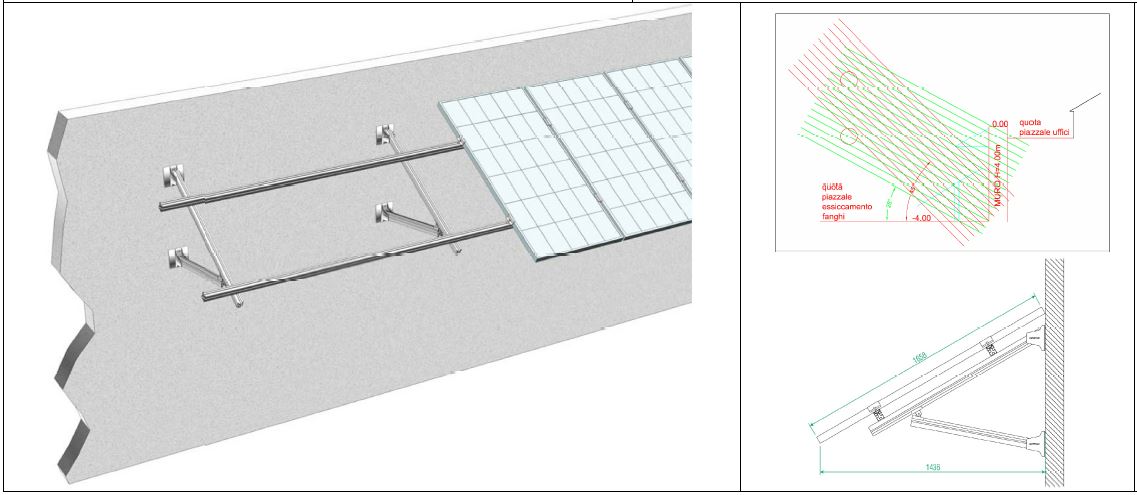
- una a terra mediante “struttura ecologica portanet “, 40 pannelli da 250 Wp cadauno e,
- l’altra predisposta per il futuro ampliamento da 10 a 20 kWp da installarsi sul sistema a pensilina lungo il muro del prospetto complessivo dell’impianto, capace di portare appunto altri 40 pannelli da 250 Wp cadauno.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
L’impianto nel suo complesso, sarà in grado di garantire un risparmio/incasso complessivo annuo di circa 1500 kWhanno/kWp x 10 kWp= 15.000 kWh che al costo medio di 0.35 €/kWh=5.250€/anno tutti in autoconsumo per l’impianto stesso.
8- Ottimizzazione del sistema in relazione alle macchine, agli impianti, alla affidabilità dell’intero sistema ed ai rendimenti.
L’ottimizzazione del sistema di depurazione e della nuova rete fognante con le sue stazioni di sollevamento, in relazione alle macchine, impianti, affidabilità, e rendimenti viene raggiunto mediante l’insieme delle precedenti migliorie già citate e quelle che seguiranno, come ad esempio l’alta affidabilità della linea bottini e della sua garanzia estesa a 18 mesi direttamente dall’azienda produttrice, così come la qualità energetica delle pompe di sollevamento e con Girante superVortex approvate secondo le norme DIN 12050-2 e le DIN 12050-1, per utilizzo in applicazioni di Buildings Service dall’Istituto Tedesco di Tecnologia delle Costruzioni, il rispetto della direttiva europea ERP, senza trascurare le soluzioni impiantistiche efficienti degli automatismi, di gestione controllo, Siemens. Non per ultimo il contributo dell’impianto fotovoltaico, l’adozione del Sistema di areazione che impiega diffusori a disco da 9” con membrana in EPDM microforata nelle vasche di ossidazione che garantisce un’elevata resa di trasferimento di ossigeno ed un risparmio energetico. Lo sfruttamento della gravità per la riduzione del numero di pompe fra i vari processi biologici. La realizzazione di stazioni dotate di tutti dispositivi necessari a garantire il controllo del livello dei liquami e le stesse pompe da materiali grossolani.
9- Realizzazione di linea bottini
In fase di progettazione definitiva e nella successiva fase esecutiva è stata prevista la realizzazione di una lima bottini completa di vasca di accumulo e platea di sosta per agevolare lo scarico delle autobotti. La linea Bottini è stata progettata per accogliere altresì il compattatore oledodinamico in grado di ridurre al minimo il materiale grigliato e di scaricarlo in appositi sacchi a verme. La capacità della vasca di accumulo è di circa 33 mc e quindi in grado di smaltire circa 5 autobotti/giorno di piccola e media grandezza. La stessa è stata progettata seminterrata per ridurre al minimo l’impatto visivo e fungere da struttura di contenimento per la zona che la ospita.